


Съществува ли „най-добрият фотоволтаичен модул“ в среди със солен аерозол и висока влажност?
Статията разглежда избора на фотоволтаични модули в среди със солен аерозол и висока влажност, анализира границите на приложимост на теста IEC 61701 и обсъжда логиката за структурна оценка на двустъклените фотоволтаични модули.

Защо „най-добрият фотоволтаичен модул“ е погрешно понятие?
Тази статия анализира избора на фотоволтаични модули от гледна точка на възвръщаемостта, разглежда дали съществува най-добър фотоволтаичен модул и обяснява границите на приложимост на различните технологии при реални условия на експлоатация.

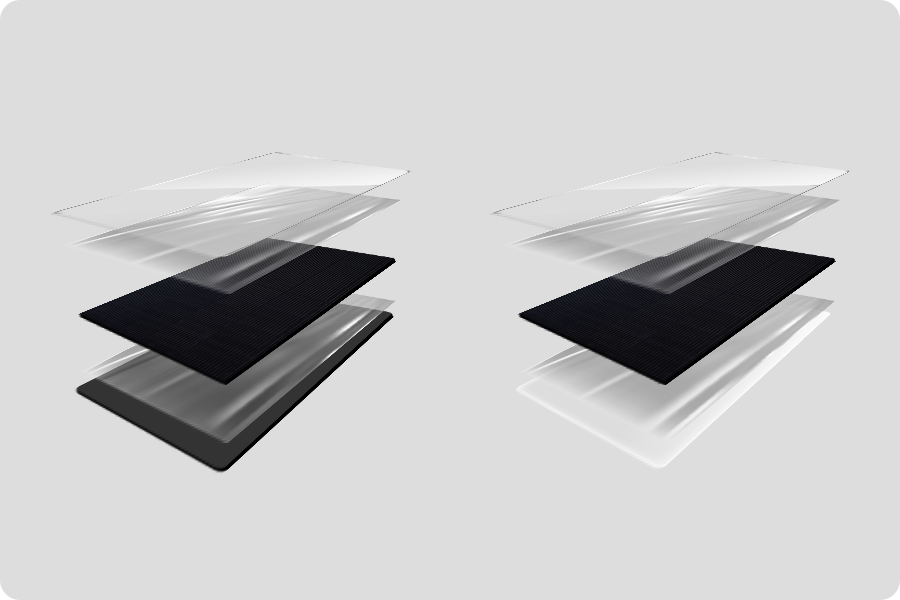
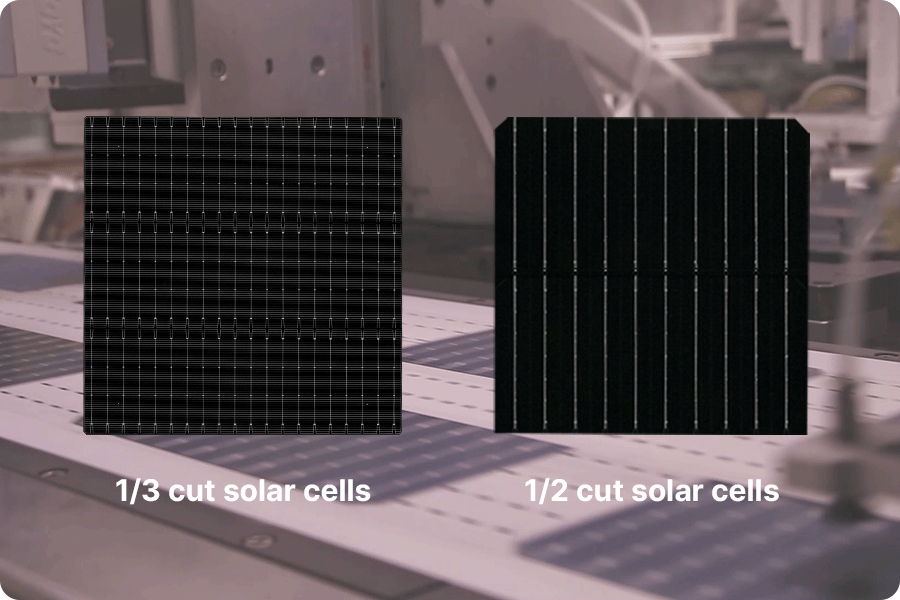
Как се произвеждат соларните панели?
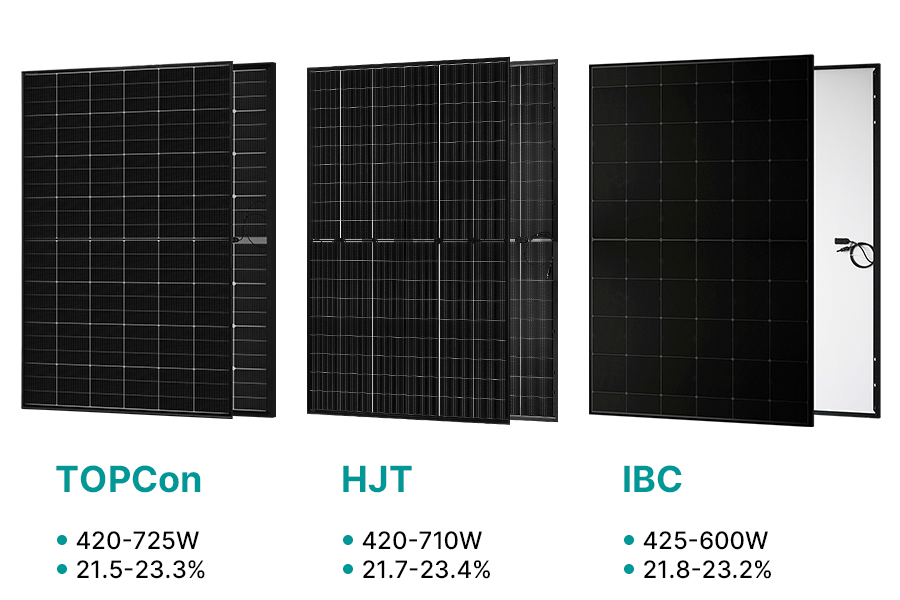
Производственият процес на фотоволтаичните модули определя тяхната дългосрочна ефективност и надеждност. От материалната структура и технологията на клетките, през процеса на капсулиране на модула, до системата за тестване – всички тези етапи помагат да се оцени дали един доставчик е надежден.

Различните мрежови дизайни на фотоволтаичните модули наистина ли влияят на ROI на системата?
Могат ли модули с една и съща мощност да се изплатят с разлика от 6–10 месеца? От топлинното управление и засенчването до структурата на покрива — задълбочен анализ на ключовите фактори, които влияят върху фотоволтаичния ROI.

Как да изберете правилния фотоволтаичен модул за вашия дом или бизнес покрив?
Когато ефективността на фотоволтаичните модули достигне своя предел, конструктивният дизайн може да се превърне в новата посока на развитие. Оптимизираната структура позволява стабилна работа при високи температури и засенчване, като осигурява по-висока дългосрочна възвръщаемост.

Ръководство за размери и разположение на фотоволтаични панели на покриви
Настоящата статия, базирана на практически примери и изчислителни формули, анализира размерите на фотоволтаичните панели, разстоянията между тях и методите за оценка на покривната площ. Целта е да помогне на дистрибутори и потребители да изберат най-подходящите панели за изграждане на ефективна, стабилна и дългосрочно доходоносна фотоволтаична система.

