


Nákup fotovoltaických modulů v Evropě: proč je stabilní dodávka důležitější než jednorázově nízká cena?
Při výběru fotovoltaických modulů by evropští instalační partneři, distributoři a firemní zákazníci neměli sledovat pouze jednorázově nízkou cenu. Stabilní dodávky, kontinuita modelů, technická dokumentace a možnost následného doplnění zásob často více ovlivňují dlouhodobou spolupráci i úspěšné předání projektu zákazníkovi.
Jak důležitý je teplotní koeficient při výběru fotovoltaických panelů
Je při výběru fotovoltaických panelů teplotní koeficient opravdu důležitý? Tento článek na to odpovídá přímo a vysvětluje, u kterých projektů by měl být součástí prvotního výběru a u kterých nemusí stát na prvním místě.

Kdy přináší bifaciální výhoda HJT na evropských střešních projektech skutečný přínos? A kdy je vhodnější zvolit IBC?
Kdy mají na evropských střešních projektech bifaciální HJT moduly skutečný přínos a kdy by měly dostat přednost IBC moduly.

Pro které domácnosti je zahradní fotovoltaika vhodná?
Pro které domácnosti je zahradní fotovoltaika vhodná? Rychle posuďte, zda je fotovoltaika na zahradu vhodná podle dostupného prostoru, stínění, orientace a cíle využití elektřiny.

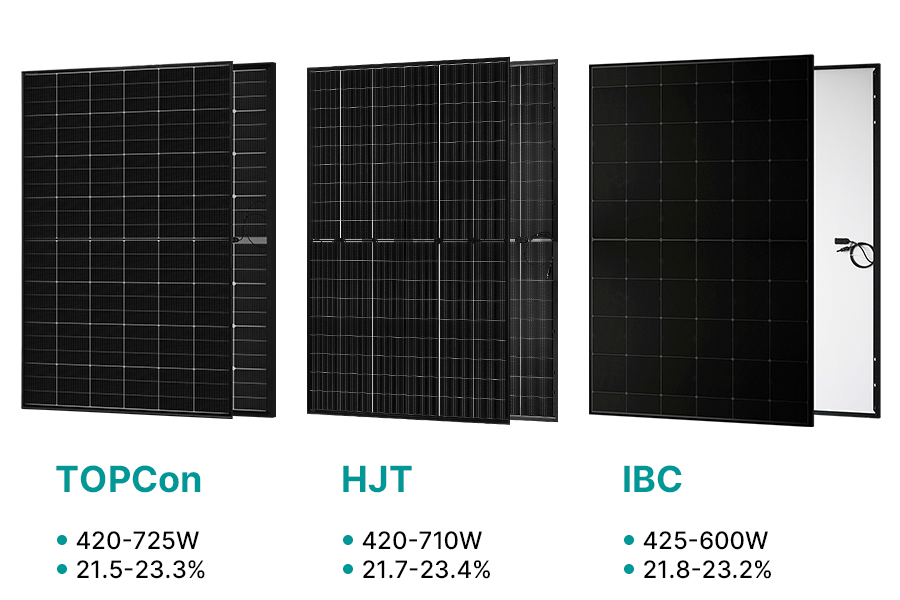
Budou rozdíly mezi moduly ve vysokých teplotách výraznější? Analýza volby mezi HJT, TOPCon a IBC
Vysoké teploty snižují účinnost fotovoltaických modulů, ale rozdíly ve výrobě v létě nejsou dány jen teplotou. Tento článek porovnává chování technologií HJT, TOPCon a IBC při vysokých teplotách a vysvětluje, jak mají firemní projekty zvolit vhodný modul.

Proč se solární panely TOPCon typu N staly hlavní technologií na trhu?
Solární panely TOPCon typu N dnes patří mezi hlavní fotovoltaické technologie díky dobré rovnováze mezi účinností, náklady a průmyslovou vyspělostí. Tento článek stručně vysvětluje jejich konstrukci, aplikační výhody a nejvhodnější scénáře použití.

