


Findes der det “bedste solcellemodul” i miljøer med salttåge og høj luftfugtighed?
Denne artikel fokuserer på valg af solcellemoduler i miljøer med salttåge og høj luftfugtighed, analyserer anvendelsesgrænserne for IEC 61701-testen og diskuterer den strukturelle vurderingslogik for dobbeltglas solcellemoduler.

Hvorfor er “det bedste solcellemodul” et falsk spørgsmål?
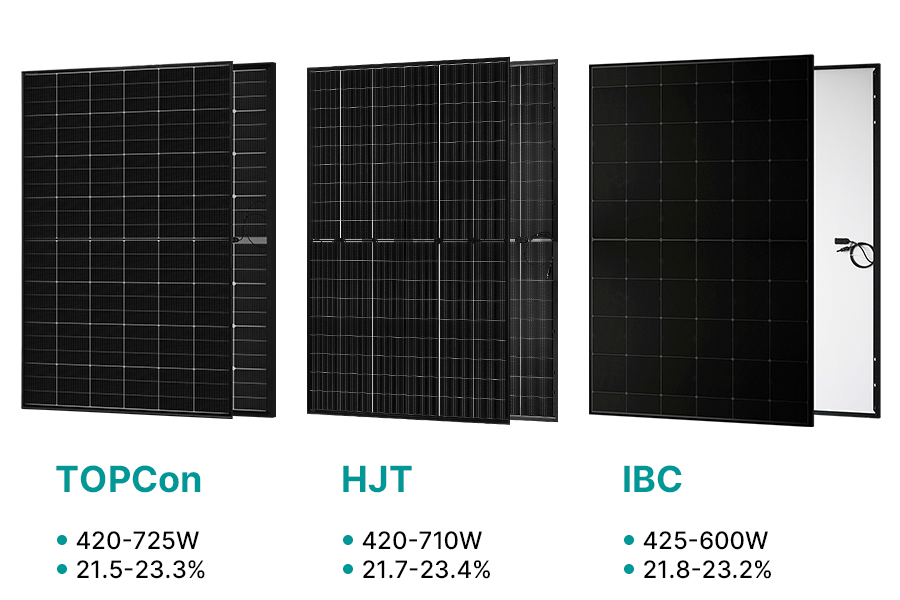
Artiklen analyserer valg af solcellemoduler ud fra et afkastperspektiv, diskuterer om der findes det bedste solcellemodul og gennemgår anvendelsesgrænserne for forskellige teknologier under reelle driftsforhold.

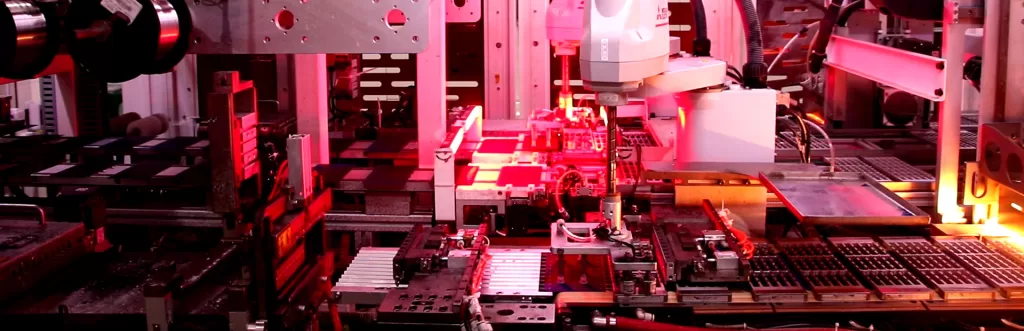
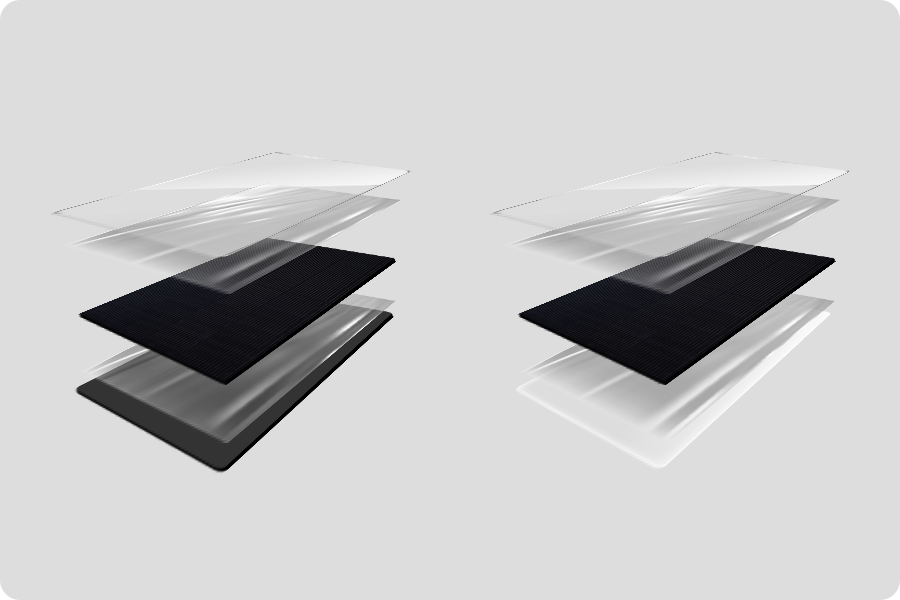
Hvordan fremstilles solpaneler?
Produktionsprocessen for solcellemoduler er afgørende for deres langsigtede ydeevne og driftssikkerhed. Fra materialestruktur og celleproces til modulindkapsling og testsystemer – hver fase bidrager til at vurdere, om en leverandør er pålidelig.

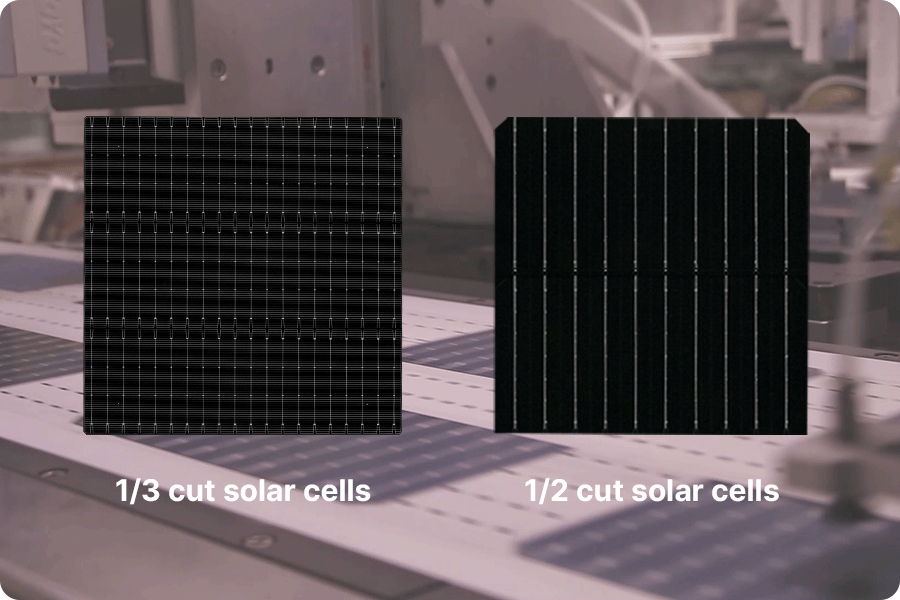
Påvirker forskellige gitterdesign i solcellemoduler virkelig ROI’en for et solcelleanlæg?
Solcellemoduler med samme effekt kan have op til 6–10 måneders forskel i tilbagebetalingstid. Fra temperaturstyring og skygge til tagkonstruktion – en dybdegående analyse af de vigtigste faktorer, der påvirker solcelle-ROI’en.

Hvordan vælger du de rigtige solcellemoduler til dit tag – uanset om det er til bolig eller virksomhed?
Når solcelleeffektiviteten nærmer sig sit maksimum, bliver strukturdesign en ny vej frem. Et optimeret design sikrer stabil ydelse under høje temperaturer og skygge og giver et højere langsigtet afkast.

Guide til dimensioner og layout af solpaneler på tage
Denne artikel, baseret på praktiske eksempler og beregningsformler, analyserer solpanelernes dimensioner, afstande og metoder til vurdering af tagareal. Formålet er at hjælpe distributører og brugere med at vælge de mest egnede solpaneler og opbygge et effektivt, stabilt og langsigtet rentabelt solenergisystem.

