


Προμήθεια φωτοβολταϊκών πλαισίων στην Ευρώπη: γιατί η σταθερή τροφοδοσία είναι πιο σημαντική από μια εφάπαξ χαμηλή τιμή;
Όταν οι Ευρωπαίοι εγκαταστάτες, διανομείς και εταιρικοί αγοραστές επιλέγουν φωτοβολταϊκά πλαίσια, δεν πρέπει να κοιτούν μόνο την εφάπαξ χαμηλή τιμή. Η σταθερή προμήθεια, η συνέχεια των μοντέλων, τα τεχνικά έγγραφα και η δυνατότητα μελλοντικής αναπλήρωσης αποθεμάτων επηρεάζουν συχνά περισσότερο τη μακροχρόνια συνεργασία και την παράδοση στους πελάτες.
Πόσο σημαντικός είναι ο συντελεστής θερμοκρασίας όταν επιλέγετε φωτοβολταϊκά πάνελ
Πόσο σημαντικός είναι τελικά ο συντελεστής θερμοκρασίας στην επιλογή φωτοβολταϊκών πάνελ; Σε αυτό το άρθρο δίνουμε μια άμεση απάντηση και εξηγούμε ποια έργα πρέπει να τον εντάσσουν στην αρχική αξιολόγηση και σε ποια δεν χρειάζεται να αποτελεί βασική προτεραιότητα.

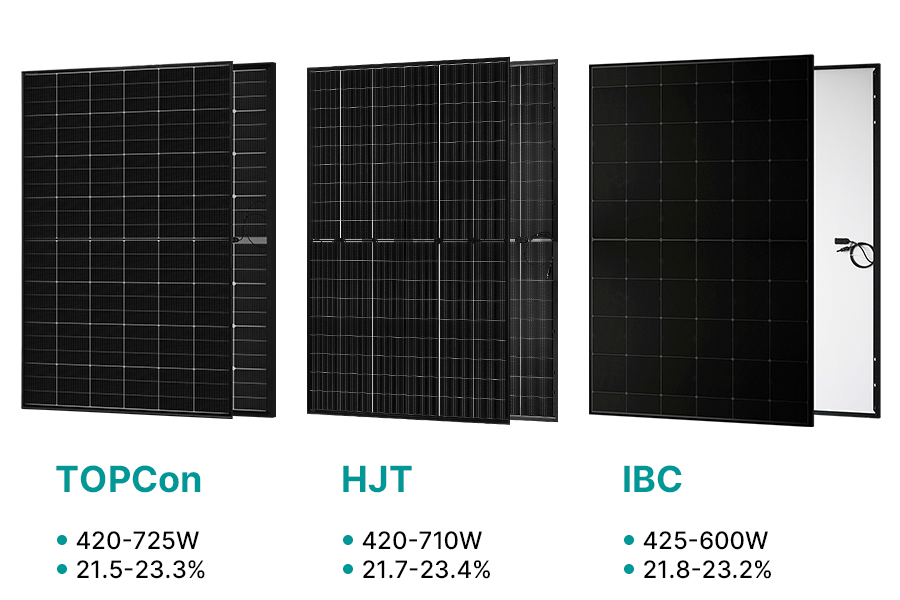
Πότε το διπλής όψης πλεονέκτημα των HJT αποφέρει πραγματικό όφελος στα ευρωπαϊκά έργα σε στέγες; Και πότε αξίζει περισσότερο να επιλεγεί το IBC;
Στα ευρωπαϊκά έργα σε στέγες, πότε τα διπλής όψης πάνελ HJT προσφέρουν μεγαλύτερη απόδοση και πότε τα πάνελ IBC αξίζουν περισσότερο να προτιμηθούν.

Για ποια νοικοκυριά είναι κατάλληλο το φωτοβολταϊκό για κήπο;
Για ποια νοικοκυριά είναι κατάλληλο το φωτοβολταϊκό για κήπο; Δείτε γρήγορα αν τα φωτοβολταϊκά πάνελ κήπου ταιριάζουν στον χώρο σας, με βάση τον διαθέσιμο χώρο, τις σκιάσεις, τον προσανατολισμό και τον στόχο κατανάλωσης.

Γίνονται πιο εμφανείς οι διαφορές μεταξύ των πάνελ σε περιβάλλον υψηλών θερμοκρασιών;
Οι υψηλές θερμοκρασίες μειώνουν την απόδοση των φωτοβολταϊκών πάνελ, όμως οι θερινές διαφορές στην παραγωγή δεν καθορίζονται μόνο από τη θερμοκρασία. Το άρθρο συγκρίνει τη συμπεριφορά των HJT, TOPCon και IBC σε συνθήκες υψηλής θερμοκρασίας και εξηγεί πώς πρέπει να επιλέγονται σε εταιρικά έργα.

Γιατί τα ηλιακά πάνελ TOPCon τύπου N έχουν γίνει κυρίαρχη τεχνολογία στην αγορά;
Τα ηλιακά πάνελ TOPCon τύπου N ανήκουν σήμερα στις κύριες τεχνολογίες φωτοβολταϊκών, χάρη στην ισορροπία που προσφέρουν μεταξύ απόδοσης, κόστους και βιομηχανικής ωριμότητας. Το άρθρο αυτό παρουσιάζει συνοπτικά τη δομή τους, τα βασικά πλεονεκτήματα και τις κύριες εφαρμογές τους.

