


430–460W o 600W+? ¿Cómo elegir la potencia de los módulos solares para proyectos en tejados?
Este artículo compara módulos solares 430–460W y módulos solares 600W en cubiertas comerciales e industriales, destacando que la selección de módulos solares debe basarse en la compatibilidad con el tejado y la estabilidad del sistema.

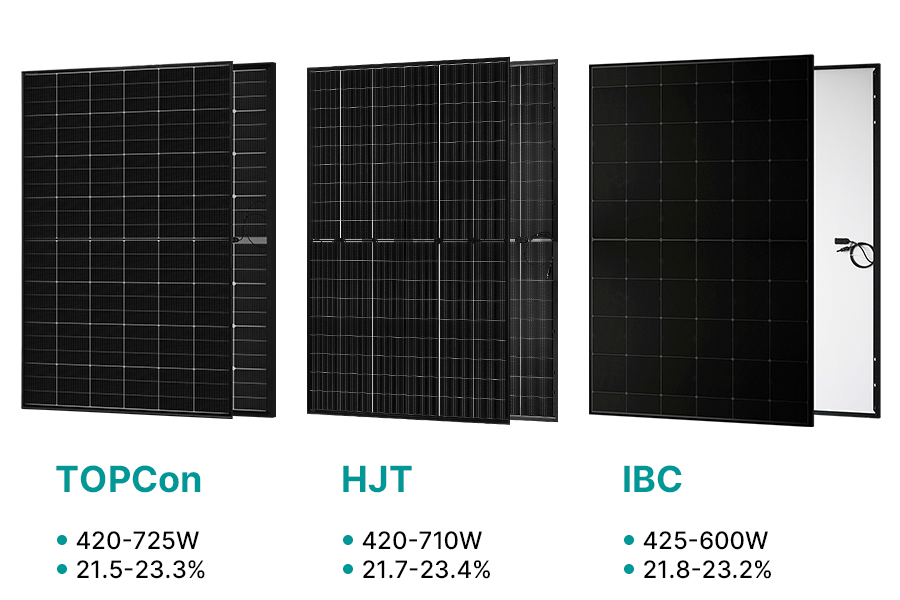
Cambios en la política y el mercado fotovoltaico en Europa en 2026
En 2026, los ajustes en la política fotovoltaica europea y en las normas de conexión a la red impulsan un modelo de ingresos más orientado al mercado. Este artículo analiza cómo estos cambios influyen en la lógica de selección de módulos y en la valoración de tecnologías como TOPCon, HJT e IBC en distintos escenarios.

Por qué los EPC europeos están reevaluando los paneles fotovoltaicos de gran tamaño
Los EPC europeos están revisando los paneles fotovoltaicos de gran tamaño. El tamaño del panel influye directamente en el riesgo de instalación, la compatibilidad del sistema y la estabilidad del ROI del proyecto.

¿Los módulos bifaciales en instalación vertical realmente generan un rendimiento adicional?
Los sistemas fotovoltaicos bifaciales en disposición vertical están ganando cada vez más atención en Europa. Este artículo analiza en qué condiciones una configuración vertical puede aportar valor adicional, cómo el rendimiento bifacial depende de las condiciones del emplazamiento y qué tipos de proyectos son más adecuados para este diseño.

¿Cuándo pueden los paneles solares de 700W+ suponer un riesgo en cubiertas?
Análisis de los límites de aplicación de paneles solares de alta potencia superiores a 700W en cubiertas residenciales y comerciales, y de cómo el espacio, la capacidad de carga, el autoconsumo y el mantenimiento influyen en el retorno real.

Noticias de febrero del sector fotovoltaico
Panorama de la evolución del mercado fotovoltaico europeo en febrero: tendencias de precios de módulos, recuperación del mercado PPA en Alemania, avance de proyectos agrovoltaicos en Italia y cambios regulatorios en Francia, con los principales indicadores del sector.

