

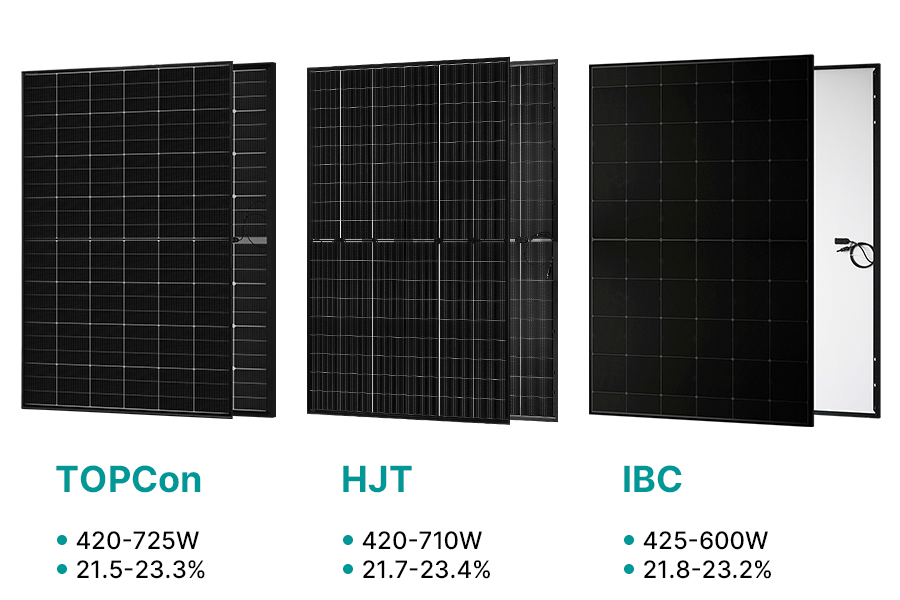

Milloin HJT:n bifaciaalinen etu tuo todellista hyötyä Euroopan kattoprojekteissa? Milloin IBC on parempi valinta?
Milloin HJT-bifaciaalimoduulit tuovat enemmän hyötyä Euroopan kattoprojekteissa, ja milloin IBC-moduuleja kannattaa priorisoida?

Onko liike- ja teollisuuskiinteistöjen katoille olemassa ”paras aurinkopaneeli”?
Liike- ja teollisuuskiinteistöjen kattoprojekteihin ei ole yhtä ”parasta aurinkopaneelia”. Paneelien valinta riippuu katon olosuhteista, järjestelmän asettelusta ja siitä, miten moduulien ominaisuudet sopivat kohteeseen.

Onko olemassa “paras aurinkopaneeli” suolasumun ja korkean kosteuden ympäristöissä?
Tämä artikkeli keskittyy aurinkopaneelien valintaan suolasumun ja korkean kosteuden ympäristöissä, analysoi IEC 61701 -standardin soveltamisrajoja ja käsittelee kaksoislasisten aurinkopaneelien rakenteellista arviointilogiikkaa.

Miksi “paras aurinkopaneeli” on harhaanjohtava kysymys?
Tässä artikkelissa tarkastellaan aurinkopaneelien valintaa tuoton näkökulmasta, pohditaan onko olemassa paras aurinkopaneeli ja analysoidaan eri teknologioiden soveltuvuuden rajoja todellisissa käyttöolosuhteissa.

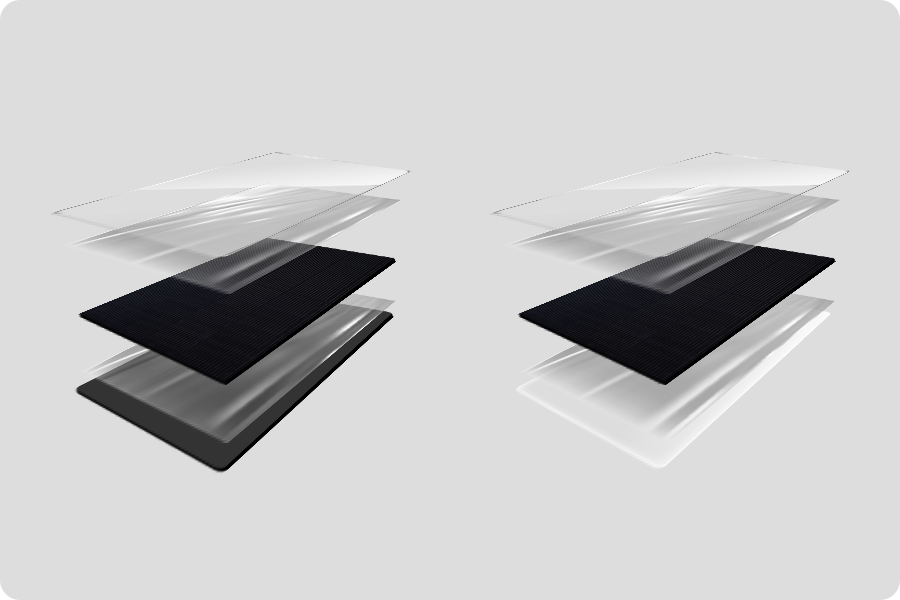
Miten aurinkopaneelit valmistetaan?
Aurinkosähkömoduulin valmistusprosessi määrittää sen pitkäaikaisen suorituskyvyn ja luotettavuuden. Materiaalirakenteen, kennoteknologian, laminointiprosessin ja testausjärjestelmien kautta voidaan arvioida toimittajan luotettavuutta.

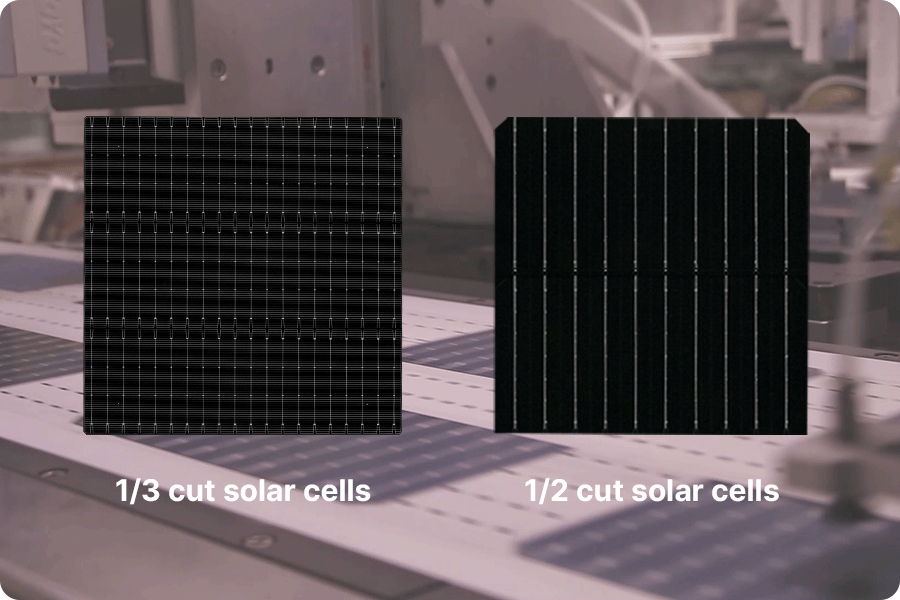
Eri ruutukuvioilla varustetut aurinkomoduulit – vaikuttavatko ne todella takaisinmaksuaikaan?
Saman teholuokan aurinkomoduuleissa takaisinmaksuaika voi erota jopa 6–10 kuukautta. Lämpötilanhallinta, varjostus ja kattorakenne – syväanalyysi ROI:hin vaikuttavista tekijöistä.

