

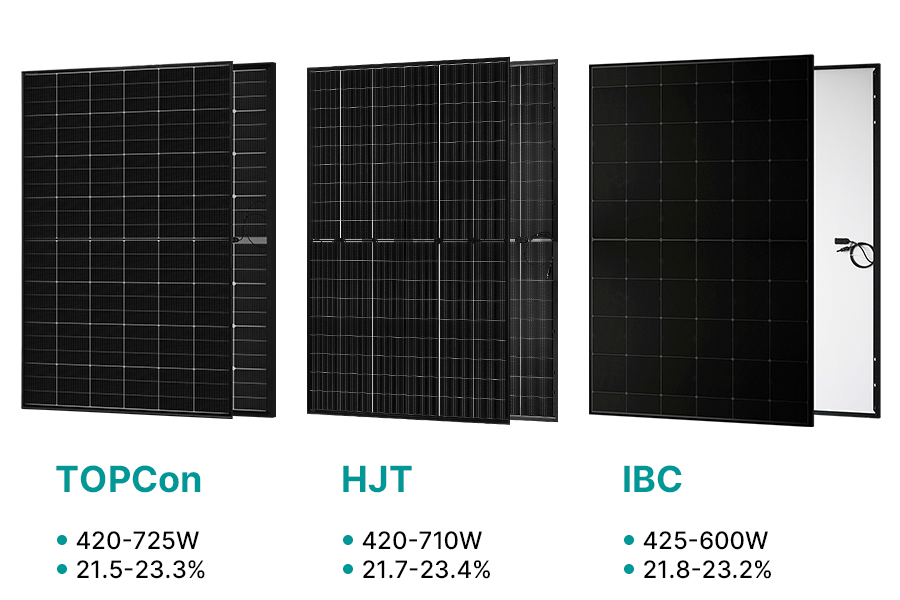

Wanneer levert het bifaciale voordeel van HJT echt rendement op bij dakprojecten in Europa? En wanneer is IBC de betere keuze?
Bij dakprojecten in Europa: wanneer leveren HJT bifaciale zonnepanelen echt extra opbrengst op, en wanneer verdienen IBC zonnepanelen de voorkeur?

Bestaat er een “beste zonnepanelenmodule” voor commerciële en industriële daken?
Voor commerciële en industriële zonnepanelenprojecten op daken bestaat geen universeel “beste module”. De keuze hangt af van de dakcondities, de systeemindeling en de afstemming van de moduleparameters.

Bestaat er een “beste zonnepaneel” in omgevingen met zoutnevel en hoge luchtvochtigheid?
Dit artikel richt zich op de keuze van zonnepanelen in omgevingen met zoutnevel en hoge luchtvochtigheid, analyseert de toepassingsgrenzen van IEC 61701 en bespreekt de structurele beoordelingslogica van dubbelglas zonnepanelen.

Waarom is het “beste zonnepaneel” een schijnvraag?
Dit artikel analyseert de keuze van fotovoltaïsche modules vanuit het perspectief van rendement, bespreekt of er werkelijk een beste zonnepaneel bestaat en verduidelijkt de toepassingsgrenzen van verschillende technologieën onder reële bedrijfsomstandigheden.

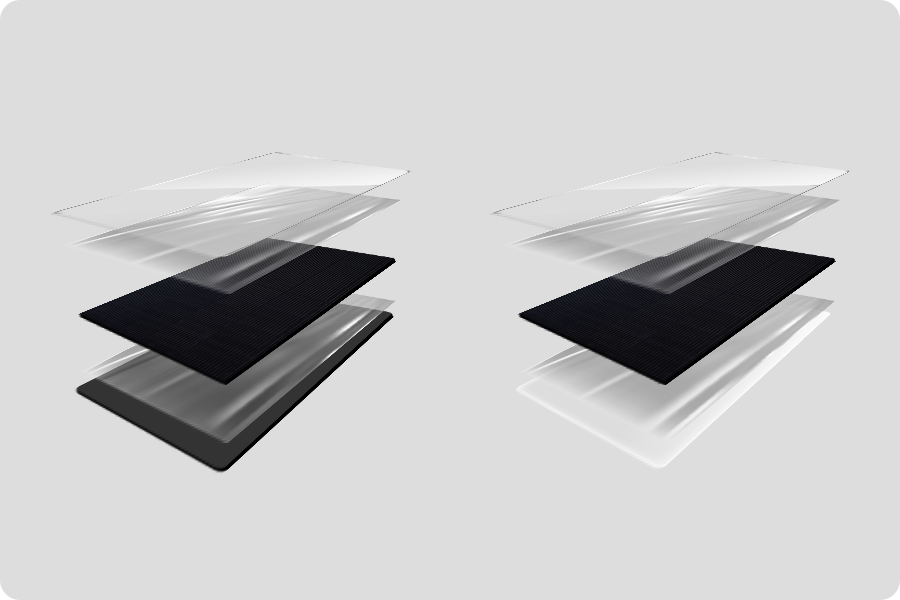
Hoe worden zonnepanelen gemaakt?
Het productieproces van fotovoltaïsche modules bepaalt hun langetermijnprestaties en betrouwbaarheid. Van materiaalstructuur en celtechnologie tot module-laminering en testsystemen: zo beoordeelt u of een leverancier betrouwbaar is.

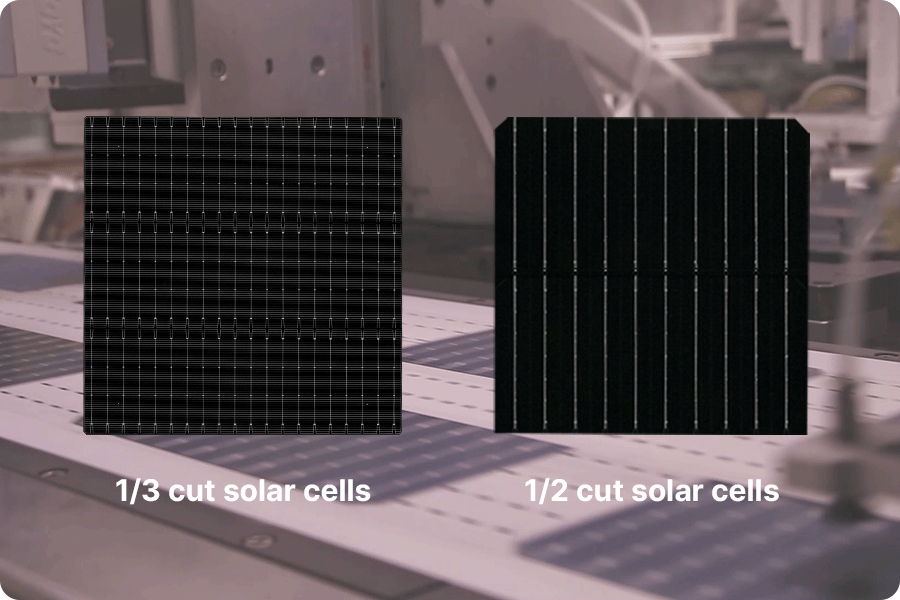
Hebben fotovoltaïsche modules met verschillende rasterstructuren echt invloed op de terugverdientijd?
Kunnen PV-modules met hetzelfde vermogen een terugverdientijd hebben die 6–10 maanden verschilt? Van temperatuurbeheer tot schaduw en dakstructuur: een diepgaande analyse van de factoren die de ROI beïnvloeden.

