


Finnes det det “beste solcellemodulet” i miljøer med salttåke og høy luftfuktighet?
Denne artikkelen fokuserer på valg av solcellemoduler i miljøer med salttåke og høy luftfuktighet, analyserer bruksgrensene for IEC 61701-testen og diskuterer den strukturelle vurderingslogikken for dobbeltglass solcellemoduler.

Hvorfor er «den beste solcellemodulen» et falskt begrep?
Denne artikkelen analyserer valg av solcellemoduler fra et avkastningsperspektiv, diskuterer om det finnes en beste solcellemodul, og forklarer anvendelsesgrensene for ulike teknologier under reelle driftsforhold.

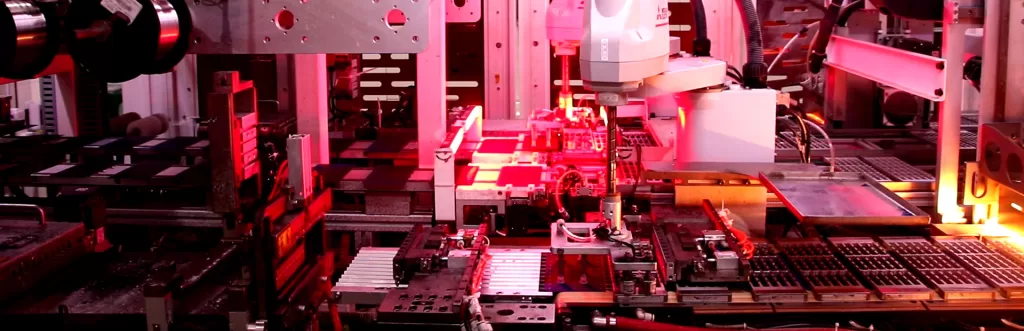
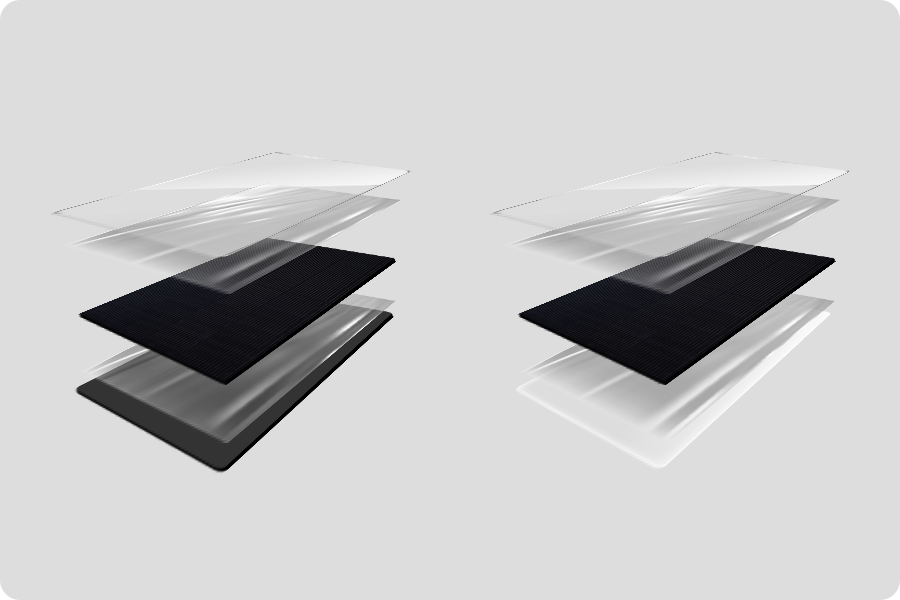
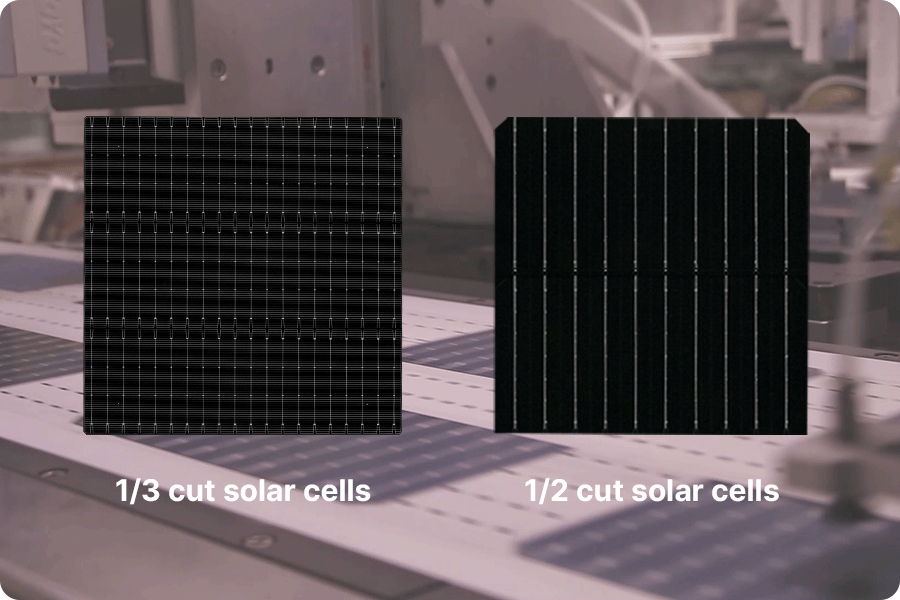
Hvordan produseres solcellepaneler?
Produksjonsprosessen for solcellemoduler er avgjørende for langsiktig ytelse og driftssikkerhet. Fra materialstruktur og celleprosess til modulinnkapsling og testsystemer – hver fase bidrar til å vurdere om en leverandør er pålitelig.

Påvirker forskjellige gitterdesign virkelig hastigheten på solenergiens ROI?
Kan tilbakebetalingstiden for solcelleanlegg med samme effekt variere med 6–10 måneder?
Fra varmehåndtering og skyggeeffekt til takstruktur – en grundig analyse av de viktigste faktorene som påvirker ROI for solenergi.

Hvordan velge de riktige solcellepanelene for boligen eller bedriftens tak?
Når solcelleeffektiviteten nærmer seg sitt maksimum, kan strukturelt design bli den nye veien videre. En optimalisert modulstruktur sikrer stabil ytelse under høye temperaturer og delvis skygge, og gir høyere langsiktig avkastning.

Veiledning for dimensjoner og oppsett av solcellepaneler på tak
Denne artikkelen, basert på praktiske eksempler og beregningsmetoder, vurderer paneldimensjoner, avstander og metoder for analyse av tilgjengelig takareal. Målet er å hjelpe distributører og brukere med å velge de mest egnede solcellepanelene og etablere et effektivt, stabilt og lønnsomt solcelleanlegg på lang sikt.

