

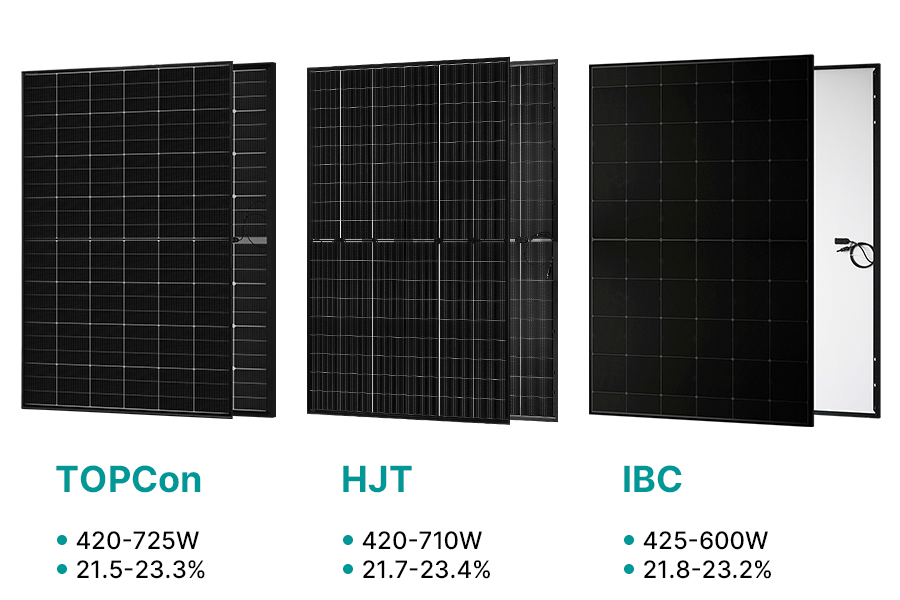

Quando é que a vantagem bifacial do HJT gera retorno real em projetos de cobertura na Europa? E quando é que o IBC faz mais sentido?
Em projetos de cobertura na Europa, quando é que os módulos HJT bifaciais trazem mais retorno e quando é que os módulos IBC devem ser prioridade.

Existe um “melhor módulo fotovoltaico” para telhados comerciais e industriais?
Em projetos fotovoltaicos em telhados comerciais e industriais, não existe um “melhor módulo”. A escolha depende da compatibilidade entre as condições do telhado, o layout do sistema e os parâmetros do módulo.

Existe um “melhor módulo fotovoltaico” em ambientes com névoa salina e alta humidade?
Este artigo foca a seleção de módulos fotovoltaicos em ambientes com névoa salina e alta humidade, analisa os limites de aplicação da norma IEC 61701 e discute a lógica estrutural dos módulos fotovoltaicos de vidro duplo.

Por que o “melhor módulo fotovoltaico” é um falso problema?
Este artigo analisa a escolha de módulos fotovoltaicos a partir da perspetiva do retorno, discutindo se existe realmente o melhor módulo fotovoltaico e esclarecendo os limites de aplicação das diferentes tecnologias em condições reais de operação.

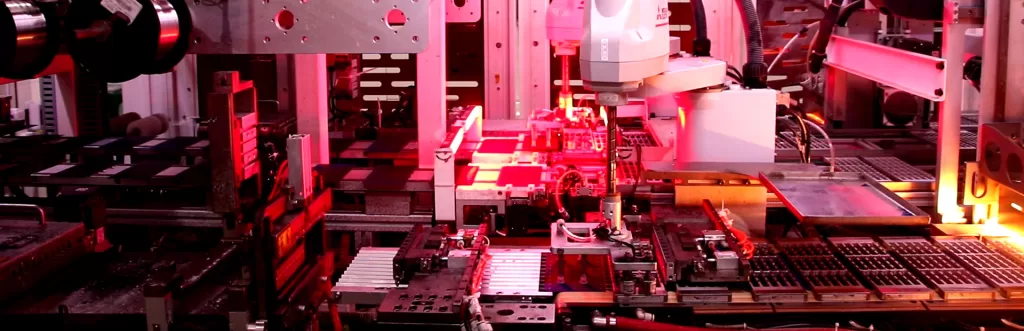
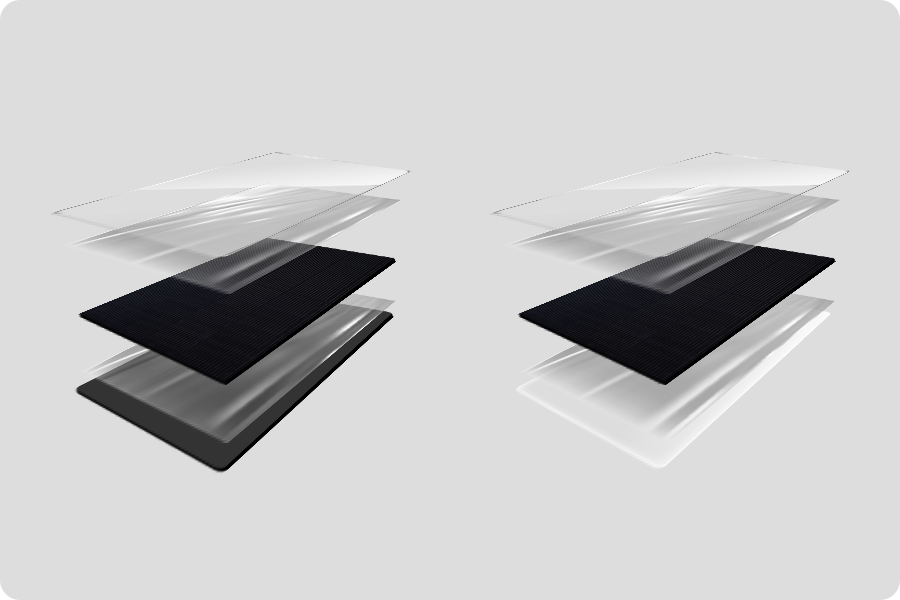
Como são fabricados os painéis solares?
O processo de fabricação dos módulos fotovoltaicos determina seu desempenho e confiabilidade a longo prazo. A partir da estrutura dos materiais, do processo das células, da laminação do módulo até o sistema de testes, é possível avaliar se um fornecedor é confiável.

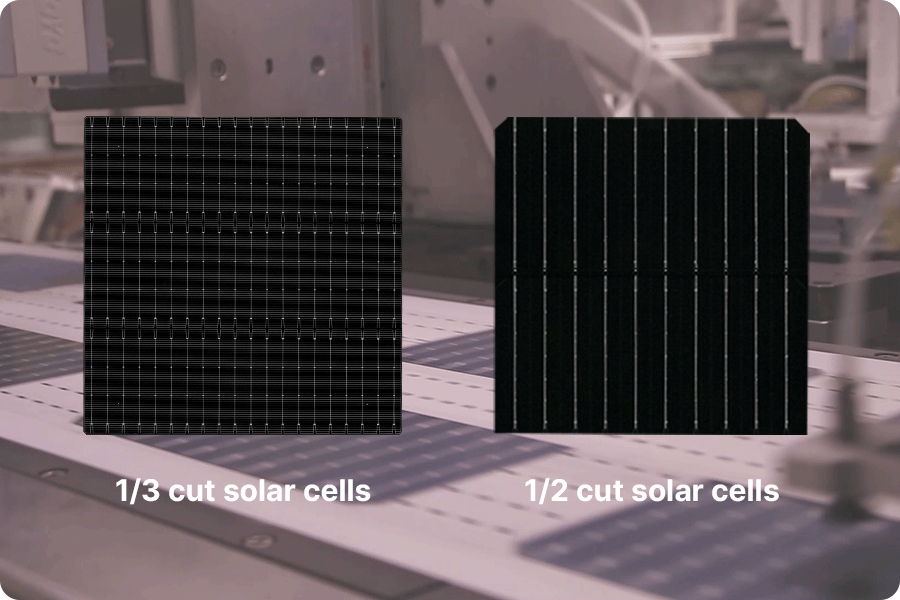
Diferentes padrões de grelha nos módulos fotovoltaicos realmente afetam o tempo de retorno?
Para módulos de mesma potência, o tempo de retorno pode variar entre 6–10 meses? Da gestão térmica ao sombreamento e à estrutura do telhado, uma análise profunda dos fatores que influenciam o ROI.

