


Existuje v prostredí so slanou hmlou a vysokou vlhkosťou „najlepší fotovoltický modul“?
Tento článok sa zameriava na výber fotovoltických modulov v prostredí so slanou hmlou a vysokou vlhkosťou, vysvetľuje hranice použiteľnosti testu IEC 61701 a rozoberá logiku konštrukčného hodnotenia dvojsklových fotovoltických modulov.

Prečo je „najlepší fotovoltický modul“ falošná téza?
Tento článok analyzuje výber fotovoltických modulov z pohľadu návratnosti, diskutuje, či existuje najlepší fotovoltický modul, a vysvetľuje hranice použiteľnosti jednotlivých technológií v reálnych prevádzkových podmienkach.

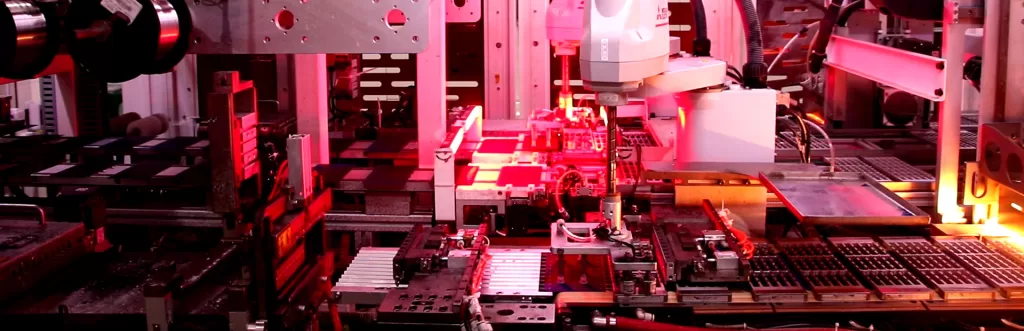
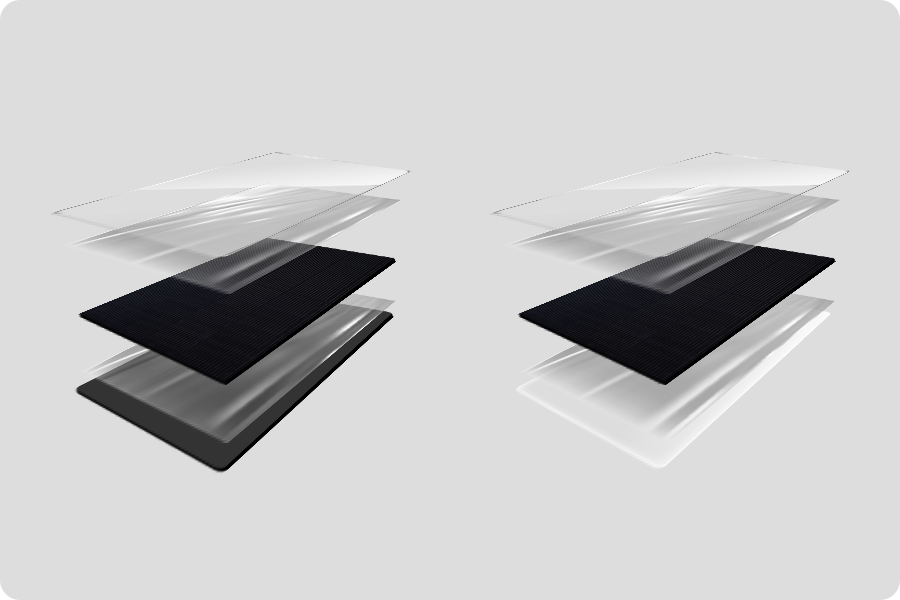
Ako sa vyrábajú solárne panely?
Výrobný proces fotovoltických modulov rozhoduje o ich dlhodobej výkonnosti a spoľahlivosti. Od materiálovej štruktúry a technológie článkov až po zapuzdrenie modulov a testovacie systémy – správne pochopenie týchto krokov pomáha posúdiť, či je výrobca fotovoltických modulov skutočne spoľahlivý.

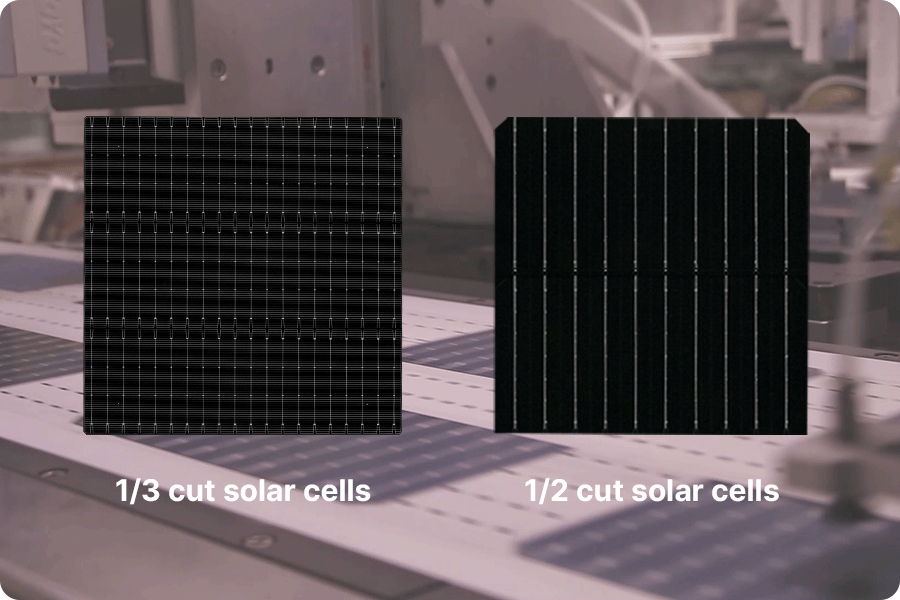
Ovplyvňujú rôzne mriežkové dizajny fotovoltických modulov skutočne rýchlosť ROI?
Môže sa návratnosť investície pri moduloch s rovnakým výkonom líšiť až o 6–10 mesiacov?
Od riadenia teploty a tienenia až po štruktúru strechy – podrobná analýza kľúčových faktorov, ktoré ovplyvňujú ROI vo fotovoltických systémoch.

Ako si vybrať správny fotovoltický modul pre strechu vášho domu alebo firmy?
Keď účinnosť fotovoltiky dosiahne svoj limit, novým smerom sa stáva štrukturálny dizajn. Optimalizovaná konštrukcia umožňuje udržať stabilný výkon aj pri vysokých teplotách a zatienení, čo prináša dlhodobo vyššie výnosy.

Príručka k rozmerom a usporiadaniu solárnych panelov na streche
Tento článok, založený na praktických príkladoch a výpočtových vzorcoch, analyzuje rozmery solárnych panelov, rozstupy medzi nimi a metódy hodnotenia strešnej plochy. Cieľom je pomôcť distribútorom a používateľom vybrať najvhodnejšie panely a vybudovať efektívny, stabilný a dlhodobo výnosný fotovoltický systém.

