


How to Choose Solar Panels for Low-Load-Bearing Industrial Roofs: A Guide to Weight, Power Density and Mounting Systems
Choosing solar panels for a low-load-bearing industrial roof requires more than checking the weight of an individual module. A more reliable process starts by determining the roof’s remaining load-bearing capacity. The complete load from the modules, rails, fasteners and ballast must then be
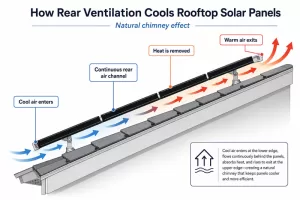
Why Do Solar Panels Lose Power in Hot Weather? How Temperature Coefficient and Roof Ventilation Affect Summer Energy Yield
Summer brings stronger sunlight and longer daylight hours, so it is normally one of the most productive seasons for a solar system. However, some system owners notice that solar panel output does not continue to rise during the hottest part of the day.
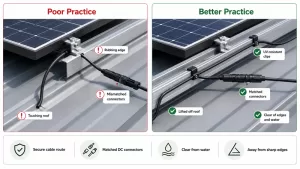
How to Design a Low-Maintenance Rooftop Solar System
Introduction A low-maintenance rooftop solar system is not created after installation. It is designed before installation. Over a 20–30 year operating life, rising O&M costs are rarely caused by dirty glass alone. They are more often caused by design decisions made at the

European Heatwaves and PV Self-Consumption: Why HJT Solar Modules Perform Better in Hot Summers
Across Europe, summer heatwaves are no longer just a climate or comfort issue. They are becoming an energy-use issue. During hot summer days, air conditioning, ventilation, refrigeration, office equipment and industrial cooling loads can rise exactly when rooftop solar modules are exposed to
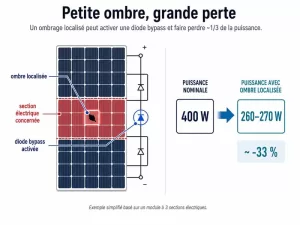
Partial Shading on Solar Panels: Why a Small Shadow Can Cause Major Power Losses
Introduction: Shading Is Not Just a Surface Area Problem In a photovoltaic system, a small shadow can be amplified by the electrical structure of the module. In a typical module with three electrical sections, a shaded area covering only a small part of

From Half-Cell to Multi-Cut: Why PV Modules Are Paying More Attention to More Segmented Circuit Design?
Table of Contents In recent years, half-cell modules have become a mainstream design in the photovoltaic market. Compared with traditional full-cell modules, half-cell technology reduces the operating current of each cell unit, lowers internal resistive losses, and improves thermal management and partial shading

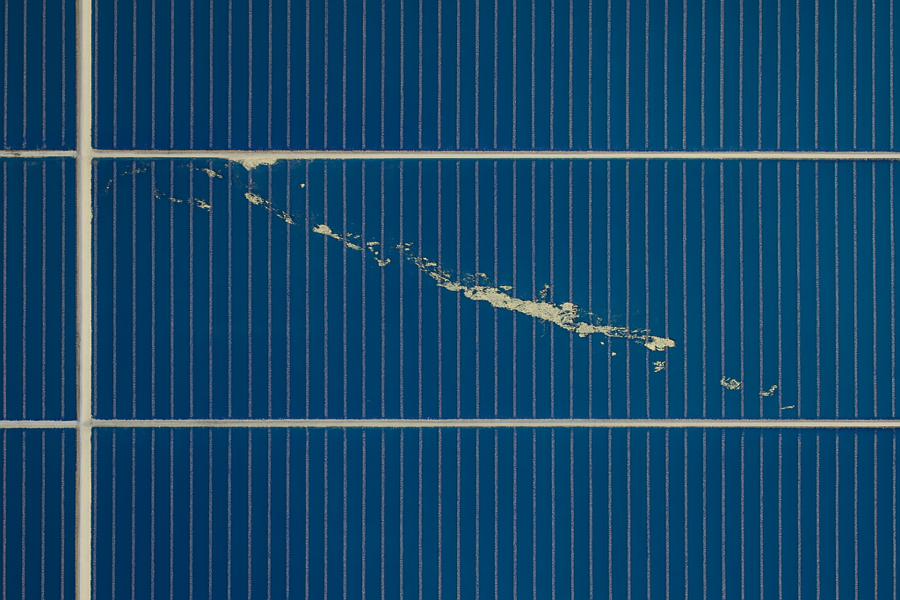
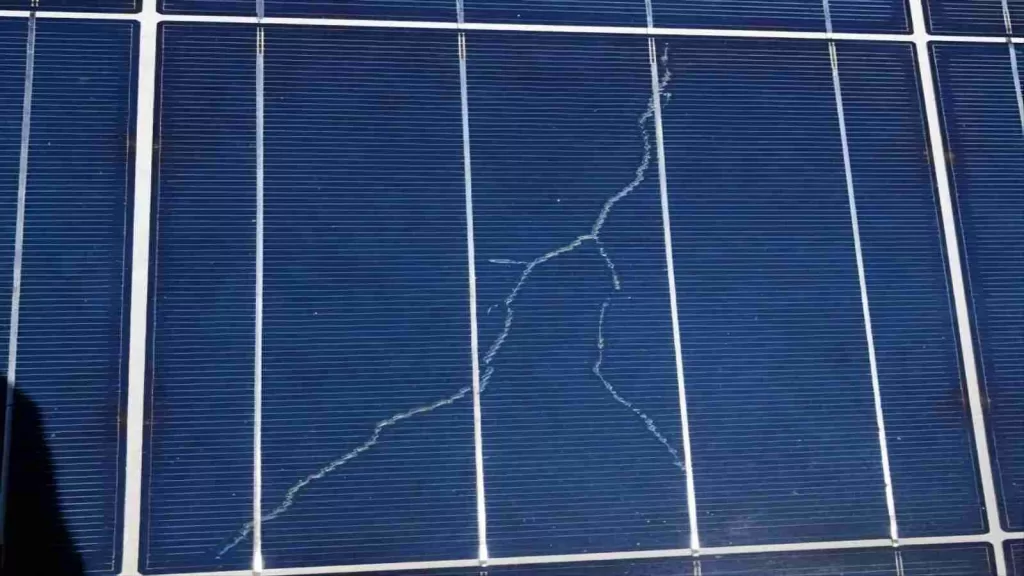
AppreciBlog Comment Creationate the breakdown—especially the reminder that visual inspection isn’t just about aesthetics but can reveal deeper quality issues like micro-cracks or poor lamination. I’d be curious to hear your thoughts on how buyers can verify claims of long-term reliability when many of those signs aren’t immediately visible at purchase.
Thank you for your comment. This is a highly relevant and important question.
When there is no long-term field data available, buyers often need to rely on broader indicators to assess reliability.
In most cases, long-term performance depends on consistent structural design, conservative material choices, and stable manufacturing processes. Gaining insight into how a manufacturer approaches these areas often tells more than any single technical specification.
Our products are built with a focus on long-term system stability and energy yield. We invite you to explore more about our solutions.